Farming Systems in Coconut
A perennial crop like coconut, which is committed to the land for decades, utilizes the natural resources like light, water and nutrients only to a very limited extent due to the peculiarity of its rooting pattern and canopy structure. Therefore, there is scope for exploiting the unutilized natural resources in a coconut garden so as to enhance the income of coconut farmer.
ROOTING PATTERN
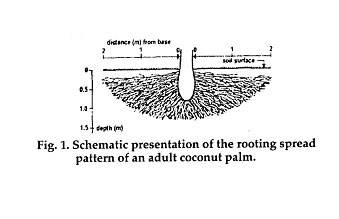
The rooting pattern of coconut is such that only 25 percent of land area is effectively utilized. A spacing of 7.5 m in the square system is recommended for coconut (175 palms/ha) for optimum production. Coconut palm, like other monocots, has a typical adventitious root system. Under favourable conditions, as many as 4000 to 7000 roots are found in the middle aged palms. About 74 percent of these roots produced by a palm under good management do not go beyond 2 m lateral distance (Fig. 1) and 82 per cent of the roots are confined to 30 to 120 cm depth of soil. Thus, the active root zone of coconut is confined to 25 percent of the available land area and the remaining area could be profitably exploited for raising inter/mixed crops.
CROWN STRUCTURE AND LIGHT TRANSMISSION
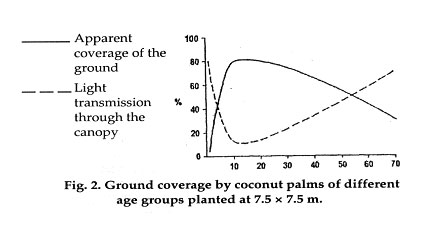
As coconut canopy's space utilization is very low (Fig. 2), plenty of sunlight infiltrates and falls on the ground unutilized. The venetian structure of the coconut crown and the orientation of leaves allow part of the incident solar radiation to pass through the canopy and fall on the ground. In an inter/mixed cropping system, light is the major limiting factor for the growth of inter/mixed crops since light penetration is reduced through interception and absorption by the taller canopy plants. The light interception in a cropping system influences the growth, productivity and biomass production of the component crops. Although the full yield potential-cannot be realized in many crops under the system as much as that obtained under monocropping system, the reduced yield itself is indicative of their adaptability to low light profiles. Age, spacing, soil fertility, varietal characteristics, leaf area and time of the day influence the light penetration through the canopy. It has been estimated that as much as 56 percent of the sunlight is transmitted through the canopy during the peak hours (10.00-16.00 hrs.) in palms aged around 25 years. The diffused sunlight facilitates growing a number of shade tolerant crops in the interspaces. The nature and amount of sunlight transmitted through coconut canopy and falling on the ground shows temporal as well as spatial variations. The angle of the sun rays influences the amount of light passing through the coconut canopy. The distribution of light at different positions in the canopy zone of coconut varies much because of the non-random distribution of leaves. This causes differences in the growth and yield of intercrops at different positions of the plantation floor.
Based on the growth habit of the palm and the amount of light transmitted through its canopy, the life span of coconut palm could he divided into three distinct phases from the point of view of intercropping (Fig. 3).
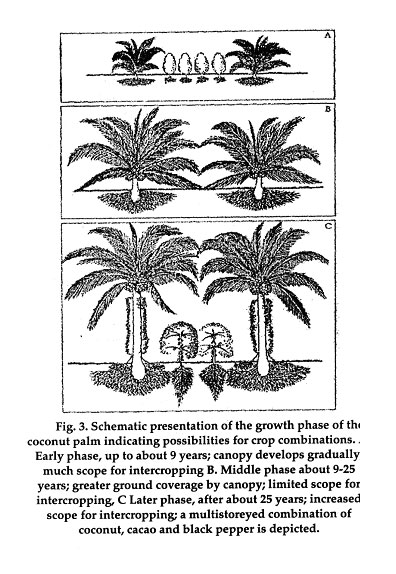
Planting till full development of canopy (upto 8 years) Good light transmission initially; but decreasing with age; suitable for growing annuals/biennials; intercrops have minimal competition with coconut palm for ecological factors.
Young palms (9-25 years) Maximum ground coverage (80%) and low canopy due to shorter trunk; poor light availability; not suitable for growing of other crops in the interspace. However, if the palms are widely spaced (say 9 Ã- 9 m or 10 Ã- 10 m) annual intercrops could be grown. In some cases, growing banana is also practiced by some of the farmers, depending upon the space and light available for such understoreyed crops.
Grown up palms (]25 years) Gradual increase in the magnitude of light penetration to the ground; decrease in apparent ground coverage of canopy; taller trunk; ideal for raising annual and/or perennial crops.
A number of crops can be accommodated in the unutilized area enabling better use of natural resources. Cultivation of other crops under coconut brings additional income and employment opportunities. It can also cushion the fluctuating income from coconut because of market fluctuations. The environment in irrigated coconut plantations favours luxuriant growth of grass and other vegetation throughout the year due to favourable microclimate of high humidity and favourable soil temperature. Hence, it is worth to have intercrops in such conditions rather than to invest labour in clearing grass and other vegetations. Coconut can be intercropped when palms are still young and leaves are still growing upright. Once the leaves start hanging down to the ground, about three or four years after planting, inter crops could be grown depending upon the space and light availability for the understoreyed crop which in turn depends on spacing and management of the plantation. During the first few years, intercrops can be grown in almost full light.
It has been observed that in the mid-Ivory Coast, young coconuts developed faster under intercropping conditions, in particular with well managed inter crops such as yam or cassava, whereas with the cover crop Pueraria, development slowed down, probably due to excessive water consumption. Intercropping may be resumed when enough light penetrates the canopy to allow for growing of another crop. The age of the palms at which intercropping can be resumed depends very much on the spacing of coconut palms, the variety of coconuts grown, and the shade tolerance of the intercrop. When palms grow up, slant rays of sunshine will add to light coming in between the leaves. When palms grow old, after about 50 years, a gradual reduction of the canopies may occur and more light will penetrate. But in a well managed plantation, growing under favourable conditions this state may come many years later. In a trial carried out in India in a coconut plantation planted at a spacing of 8 Ã- 8 m, soybeans yielded 342 kg per ha under 10 year old palms, 610 kg per ha under 40-year old palms, and 750 kg per ha under 60-year-old palms. Ecological conditions influence palm development substantially; therefore, only local conditions can determine at what age of the palm mixed cropping with trees is possible, or not. Light transmission differs between locations and is more intense in the center of a square than near the stem of the palm. In the Philippines there was a reduction in the light intensity under nine different coconut varieties planted at 7.5 Ã- 7.5 m in a triangular pattern. They found that average light intensity reduction at 7.00-8.00 a.m., 11.30 a.m. - 12.30 p.m. and 4.00-5.00 p.m. was 71.46%, 4.93% and 53.93% respectively. The sunlight reduction in the Laguna variety was significantly higher than for all other eight cultivars, due to such characteristics as leaf length, number of leaflets and length of petioles. They recommend that in the development or selection of cultivars suitable for intercropping, those with fewer leaflets and shorter leaves and petioles should be given consideration. However, the yield capacity of these palms should also be kept in mind.
Increased palm density intercepts increased quantum of light reducing the quantum of light available underneath the palms and vice versa. As the spacing between palms are increased, say up to 10 Ã- 10 m in a square of planting, inter mixed cropping could be adopted in more areas under coconut. Studying the efficiency of crops under shade is therefore an additional area of investigation that may be useful in determining optimal management of multi-storeyed and high density multi-species cropping systems. If low light intensity is limiting yield, the potential response to fertilizer application will also be limited, so that measuring light may be useful basis for nutrient management of intercrops.
WATER USE EFFICIENCY
Water availability depends on rainfall and irrigation, the water-holding capacity of the soil, soil depth and soil water table, evaporation from the soil and transpiration through the vegetation. Increased shading of the soil by intercropping and the natural mulch from fallen leaves of intercrops, may stabilize soil temperature and considerably reduce the loss if water by evaporation under a combination of cocoa and coconut. However, water consumption through transpiration could increase when intercrops are grown under coconuts. But in the latter case, the water is used and not lost. There are indications that the total water consumption of an intercropping mixture may not differ very much from that of a monoculture. In Sri Lanka, experimental evidence showed that there would be no severe competition for soil moisture between coconuts and the intercrops if the annual rainfall is over 1900 mm. But even some competition for water might be acceptable, as long as the combined income from the farming system is higher than that from pure stand of coconut. In areas with a severe dry season, intercrops that can be harvested at the end of the rainy seasons might be preferred. The best crop combinations will be found by experience. However, lot of research work is yet to be carried out in the realm of efficient utilization of water under coconut based farming systems.
NUTRIENTS
Nutrient competition can be minimized in intercropping/mixed cropping systems by selecting species with different rooting patterns, different nutrient requirements and different times of peak requirements for nutrients. One advantage of multiple cropping systems is greater total uptake of nutrients from the soil. However, increased uptake of nutrients in the system is the result of better utilization of light and water confounding with the better utilization of available nutrients by the component crops.
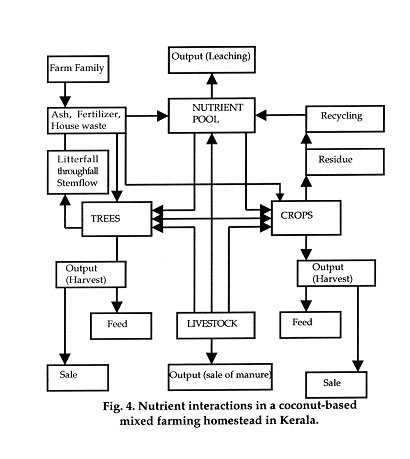
The beneficial impact of species diversity on soil fertility can be maximized by integrating cattle, poultry, fish etc., in the system. In the integrated farming system, it is possible to enhance the fertility status of the soil without resorting to the use of chemical fertilizers. Here, the system is kept productive and resilient by maximizing the complementary and synergistic effects of the components involved. Studies at CPCRI have shown that high level of productivity could be achieved in a coconut-based agroecosystem with a lower level of fertilizer input. There is a good scope for effective recycling of crop residues and other wastes from a coconut based farming system unit for self-sustenance. The nutrient interactions in a typical coconut-based mixed farming homestead garden in Kerala is given in Fig. 4.
CHOICE OF INTER/MIXED CROPS
As coconuts and intercrops will compete for light, water and minerals, spacing between components crops is an important factor. In densely planted coconut plantations, intercropping should be restricted and only shade-tolerant crops are to be grown. In very densely planted plantations the palms that do not yield satisfactorily have to be cut down, but it is often very difficult to convince a farmer of the need to cut bearing palms, even if they produce only a few nuts. When new plantations are to be established, wider spacings are recommended, allowing scope for raising a wider range of intercrops. Where sun-loving annual intercrops are to be grown, coconuts could be planted in E-W rows 15 m apart or more. Where shade-tolerant crops such as cocoa are to be grown, the coconut palms may be planted in N-S rows, 9 to 12 m apart. The within-the-row spacing could be maintained at 8-9 m.
Changes in the ecosystem under the coconut palms caused by intercropping may have positive as well as negative effects on pest and disease development in a plantation, such as in the case with pigeon pea, which can favour the development of the coconut leaf miner (Prometotheca cumingii) population. A dense vegetation may provide shelter for insect pests and hamper their chemical control. But it may also create conditions that are more favourable to their parasites. Thus, creating a better natural balance, crops that harbor the same pests or diseases that also attack coconuts should be avoided. Where coconut suffers from bud rot, caused by Phytophtora palmivora, it is not advisable to intercrop with cocoa, which is very susceptible to this fungus. Intercropping with maize, rice, cassava, pineapple or sweet potato, may attract rats. A dense undergrowth may also favour rats and other rodents. A coconut-squash combination might favour the development of scale insect populations. Crops such as banana, tomato, cucurbits, crucifers and others may harbour inoculum sources of the leaf stripe disease of young coconut palms, caused by the Pseudomonas-Erwinia complex. On the other hand, crops that harbour enemies of coconut pests have an advantage. Such is the case with certain dwarf trees that harbour weaving ants that forage in the coconut crown, predating on insect pests and their eggs. Intercropping with papaya may favour the development of spider mite populations. Where weeds may be the host plants of the causal agents of certain diseases, elimination of those weeds by growing intercrops may reduce disease incidence in coconuts.
CRITERIA FOR SELECTION OF INTER/MIXED CROPS
- The desirable characters of crops to be grown under or between coconut palms are listed below.
- Crops should be selected according to their shade tolerance and amount of solar radiation available.
- Should not grow as tall as coconut.
- Should not be more susceptible than the main crop to diseases they have in common.
- Should not require harvesting or other operations that would damage the main crop or induce soil erosion or damage soil structure.
- Should not have an economic life longer than the main crop.
- Their root system should exploit different soil horizons/zones.
Crops should be selected according to the soil type, rainfall pattern, irrigation facilities and climatic conditions. A wide variety of annual and perennial crops can be grown under coconuts. Their profitability depends on environmental conditions and market demand. When intercropping is practised for home consumption, no market research is needed.
Perennial intercrops, such as cocoa, coffee, banana, small fruit trees, clove and other tree spices will show a positive cash flow only after a number of years. Such crops, requiring more capital and time but less labour once planted, will be more appropriate for larger holdings, whereas the small holder may be more interested in immediate returns, especially when fertilizers are being used. Availability of local labour and management skills are factors to be considered while selecting the crop combinations in a system.
Coconut Oil
Coconut oil, which comes under edible-industrial group, is used as a cooking oil, hair oil, massage oil and industrial oil. Coconut oil is dominated by saturated fats, having high percentage of lauric acid. Therefore, it is grouped as lauric oil in the international market. The peculiarity in the composition of the fatty acids of coconut oil is of special significance and therefore, it is widely used in various industrial applications.
PROPERTIES OF COCONUT OIL
The various properties of coconut oil reported are:-
- High resistance to oxidative rancidity
- Sharp melting behavior
- Effective heat transfer agent in frying
- Provides moisture barrier and imparts high gloss to bakery items in spray oil use
- Carrier and protective agent for fat soluble vitamins
- Maximum glycerine content
- Easily saponifiable even in cold
- Germicidal and antimicrobial property
- Ready penetration into the skin and appreciable water absorbing property
- Low viscosity
- Pleasant aroma
- Easy washability
- Imparts hardness and lathering property to soaps
- Does not leave a smoky flame if used in open lamps
- Only slight changes on hydrogenation
- Blends well with other oils
- Easily hydrolyses
- Highest saponification value and lowest iodine value
- Desirable emulsifying property
- Non-drying oil
- Can be converted into bio-diesel.
Coconut oil contains short and medium chain fatty acids which are important components present in natural sebum and good food for hair. Medium chain triglycerides are generally used as occlusive agents because they lower evaporative loss of water from the skin.
Fatty Acid Composition of Coconut Oil
| Fatty acid |
Carbon chain length |
Percent |
| Caproic |
6:0 |
0.5 |
| Caprylic |
8:0 |
6.5 |
| Capric |
10:0 |
6:0 |
| Lauric |
12:0 |
49.5 |
| Myristic |
14:0 |
19.5 |
| Palmitic |
16:0 |
8.5 |
| Stearic |
18:0 |
2.0 |
| Oleic |
18:1 |
6.0 |
| Linoleic |
18:2 |
1.5 |
A preliminary study conducted by the CPCRI, Kasaragod has revealed variations among the cultivars in fatty acid composition. The hybrids in general had lower concentration of saturated fatty acids and correspondingly low ratios of saturated to unsaturated fatty acid concentrations. The tails had higher values for these parameters with West Coast Tall an exception. Eighteen cultivars were taken for the study.
Dietary Oil: Coconut oil is an excellent cooking/frying oil. Most of the saturated fats in coconut oil belong to short and medium chain fatty acids. This is believed to give substantial health benefits when used as a dietary fat because of their rapid utilization for energy. Coconut oil is more easily digested than any other oil or fat including butter. An additional feature of coconut oil is its extremely low linoleic acid content. Linoleic acid is present as invisible fat in most of the foods we regularly consume. Even though linoleic acid is an essential fatty acid, its excessive intake is reported to cause increased level of free radical damage in the body. It is reported that lauric acid in coconut oil is used by the body to make the same disease-fighting fatty acid derivative-monolaurin, that babies make from the lauric acid they get from their mother's milk. The monoglyceride monolaurin is the substance that keeps infants from getting viral or bacterial or protozoal infections.
A study conducted by the Biochemistry Department of the University of Kerala has found that coconut oil:-
- Does not elevate blood total cholesterol
- Increases blood HDL cholesterol
- Consumed along with coconut kernel, lowers blood cholesterol
- Does not elevate LDL cholesterol or LDL cholesterol/HDL cholesterol ratio
- Decreases serum triglycerides.
Coconut oil is also used extensively in popcorn popping because of its high temperature stability, long shelf life and bland flavour.
Cosmetic Oil: The natural flavour of coconut oil is due to the presence of volatile materials such as ketones and lactones. Coconut oil is a skin friendly oil and has therapeutic applications. The unique feature of coconut oil is its low unsaturation low viscosity, water white colour and unsaponifiable matter consisting of phytosterols, tocopherols and squalene. It is resistant to the development of rancidity, if kept free from moisture.
Coconut oil is relatively non-oily in character and mild to skin and is obtained in a higher state of refinement in its natural form. It has low viscocity, pleasant aroma and easy washability. Besides, its germicidal property and rapid penetration into the skin make coconut oil an ideal body oil. Application of coconut oil on the skin is expected to help fixation of vitamin D in the body. The natural coconut oil could safely be used as baby oil and the thin film left on the infant's body will act as a protection to the skin. In ayurveda coconut oil is a preferred base for making preparations for skin diseases of children.
Coconut oil is widely used as hair oil from traditional times, since it is believed to help growth of hair. Coconut oil is preferred to be used as hair oil due to its low viscosity and pleasant aroma. Coconut oil when used for hair without chemical modification, results in several important physical effects. They are emolliency, moisturization, gloss, lubricity and adhesion. A study conducted by the Research and Development Department of M/s. Marico Industries, Mumbai has firmly established the protective effect of coconut oil on hair damage in growing process when it is used as pre-wash conditioner. Coconut oil being natural oil is superior to liquid paraffins of petroleum origin which is used to mix with coconut oil to manufacture non-sticky hair oil. Natural coconut oil is an excellent base for medicated/herbal hair oil.
Industrial Oil: Coconut oil forms an important raw material for the production of toilet soaps, liquid soaps, shaving cream and natural shampoos due to its high lauric acid content. Coconut oil soaps are known for its excellent lathering property even in hard and saline water. Besides, coconut oil gives the soap hardness and stability than any other oil.
Coconut oil can be easily saponified even in cold condition due to the presence of low molecular weight fatty acids. Coconut oil soap is reported to be appreciably active against typhoid bacillus at ordinary temperature. Coconut oil by itself is rarely used alone in the manufacture of soap except in the cottage sector. It may form 20-40 per cent of the charge for washing soaps and 15 to 20 per cent of the charge for toilet soaps. In cottage sector the percentage ranges between 50 and 100.
Coconut oil is used to manufacture natural shampoo. Coconut oil is also the main raw material for manufacturing synthetic shampoo. Lauric acid from coconut oil is converted into lauryl alchol and then to sodium lauryl ether sulfate which is the main ingredient of synthetic shampoo.
Coconut oil finds extensive use in the food industry due to its characteristics such as easy melting behaviour, resistance to oxidative rancidity, pleasing flavour and good digestibility. Coconut oil is preferred as a source of fat in the preparations of filled milk, infant milk powder, ice-cream, and confectionery and bakery products. Coconut oil when used for surface spray for biscuits gives a glossy appearance and provides a moisture barrier. Coconut oil alone or in combination with other oils can be used for making Vanaspati.
Coconut oil can be used for manufacturing margarine and shortenings. Coconut oil had been the chief ingredient of margarine in Western Europe and the USA in the very past. Margarine is made normally by mixing hard fats with liquid oils to get the required consistency and hardness appropriate to temperate zone climate. The composition of the formulae used in margarine preparation depends to a large extent on the relative prices of the various ingredients. Shortening made from coconut is used as sweet fillers in cakes, cookies and biscuits. For this purpose a stable fat with fast melting characteristics in the mouth is desirable.
Illuminant: the earliest times, coconut oil and similar vegetable oils have been used as lamp oil in households and temples. Coconut oil is well suited for the purpose since it does not leave a smoky flame if used in open lamps with wicks.
Fuel Extender: Coconut oil can be used has as extender to diesel and bunker type fuel oils. In a trial conducted in the Philippines, it was found that upto 20% coconut oil can be mixed with 80% diesel oil for running the electric generating plants and upto 30% coconut oil could be used for running motor vehicles. It is reported that in Thailand coconut oil with kerosene is blended in a ratio 20:1 by the farmers to power their trucks and tractors. Fuel filters have to be changed in shorter time, when coconut oil blended with kerosene is used as fuel. Relatively more carbon residue was found in injection nozzle and the cylinder head when coconut oil blend was used. However, is was found difficult to use at temperature below 25° C due to high viscocity and soldification. It was solved by installing a heating unit to pre heat fuel before pumping to combustion chamber.
EXTRACTION OF COCONUT OIL
The efficient system of extraction of oil from copra is by the use of expellers. The percentage of final oil recovery is 64% by wt. of copra. The quality of coconut oil is related to the quality of copra.
Process: Well dried copra with a moisture content not exceeding 6 percent is cleaned well from any foreign matter. It is then cut into small chips in a copra cutter. The chips are fed into steam jacketed kettles and cooked midly at a temperature of 70°C for 30 minutes. After proper cooking, the cooked material is fed into the expeller continuously and pressed twice. The combined oil from the first and the second pressing is collected in a tank provided separately. This oil is filtered by means of a filter press and stored in MS tanks. Bulk packaging is done in tin containers. HDPE containers and polymeric nylon barrier pouches are used for small consumer packings.
The oil cake obtained as a by-product will find a ready market as a raw material for the extraction of remaining oil by solvent extraction method or as a cattle feed.
Coconut oil contains amongst other glycerides those of the volatile acids-carproic, carprylic and capric, which on decomposition causes rancidity. But rancidity is not due to the presence of free fatty acids alone. It is rather due to the direct oxidation of free fatty acids by the oxygen of air and it is accentuated by exposure to light. Determination of the acid value will indicate the extent of acidity. Acid value is, therefore, a measure of the degree of hydrolysis of the oil which may be due to rancidity or ferment action. The higher the acid value of oil, the more rancid it will be. Oil kept in contact with water and impurities, rapidly develops rancidity. The acid value of coconut oil of fair white quality produced in large mills from good quality copra ranges from 0.5 to 4, the average not exceeding 2. Oil obtained from dark or smoked copra of inferior quality shows higher figures of about 15 to 20.
Storing the oil in brown bottles was found to improve the stability and prolong its shelf-life. Addition of either common salt (1%) tamarind (2%) or citric acid (500 ppm) to coconut oil enhances its shelf life considerably. In a study conducted by the Regional Research Laboratory, Thiruvananthapuram, it was found that sample of oil obtained from copra pieces heated at 160°C for 15 minutes had optimum flavour and colour. Studies conducted on preventing rancidity in coconut oil and prolonging its shelf-life have shown that vacuum heating at 130 to 150°C for 30 minutes was beneficial. Drying copra to a moisture content of less than 6 percent and regulating the moisture content of the oil below 0.2 percent level prevents the quality deterioration during storage and handling.
Centrifugal oil separators are used for purification, clarification and filtration of coconut oil. Clarification of oil enables easy and quick separation of solids, moisture, fine sludge, etc. up to 0.1 micron from the finished oil.
Refining of Coconut Oil: Coconut oil is refined for industrial uses. The process of refining of coconut oil involves three steps - neutralization, bleaching and deodourisation. The refined coconut is used in the manufacture of biscuits, chocolates and other confectionery items, ice-creams, pharmaceutical products, nail polish, perfumed hair oil and paints. It is water white in colour with no aroma.
Quality Standards: The Bureau of Indian Standards and Agmark have prescribed quality standards for coconut oil. ISI stipulates that coconut oil for edible purpose should be free from added colouring or flavoring substances or mineral oil.
Hydrogenation of Coconut Oil: Hydrogenation of coconut oil consists essentially of passing hydrogen gas through the oil at temperature of 140-200°C in the presence of Nickel catalyst. The double bonds of unsaturated glycerides are eliminated by hydrogenation resulting in a product with higher melting point. Hydrogenation of coconut oil produces only a slight change in consistency and melting point of coconut oil. The melting point of coconut oil goes upto 40°C and become more resistant to the development of rancidity. Since, coconut oil has the lowest level of unsaturated fatty acid among all edible vegetable oils, the cost of hydrogenation is much less than all the other oils. This product is prefered in coatings for cookies and as a confectionary butter.
Manufacturers of coffee whiteners also prefer to use hydrogenated coconut oil in their formulations.
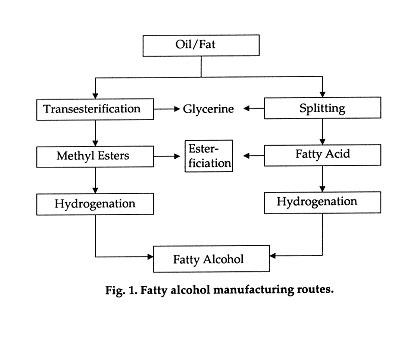
Coconut Oil Based Oleochemicals
Coconut oil is a source of oleo-chemicals such as fatty acids, glycerol, methyl esters, fatty alcohols, etc. Coconut oil has the maximum content of glycerin. The natural glycerin has superior efficiency when used in pharmaceuticals and cosmetics. From the above primary chemicals various oleo-chemical derivatives or down stream chemicals such as alkanolamides, medium chain triglycerides, etc. are manufactured. The fatty acids of coconut oil can be fractionated to obtain industrially important products which have varied applications in many industries.
Coconut oil methyl esters can be used as biodiesel. It is produced by the reaction of coconut fatty acids and methanol using sodium hydroxide as catalyst in the presence of heat to speed up the reaction process. Glycerin is obtained as a byproduct in the reaction. It is reported that biodiesel is non-toxic, biodegradable and free of sulphur and carcinogenous benzene. Its higher flash point makes it safer to handle, transport and store. The only limiting factor in its use as an alternate fuel is the cost.
The main oils and fats used in the oleochemicals industry are tallow oil, palm stearine, coconut oil, and palm kernel oil. It is reported that refined, bleached and deodorized oil (RBD) may add 8 percent to the value of crude oil, but fatty acids add 30 percent and fatty alcohols 50 percent value.
Coconut oil based Oleochemicals:
Coconut fatty acid isopropyl ester: Oil with solvent properties and wetting capacity for aerosols, decorative cosmetics and hair care preparations.
Coconut: Tallow (1:1) fatty alcohol sulphate, Sodium salt: Bases for heavy duty detergents and hand cleansing pastes.
Coconut fatty acid monoethanolamide: Booster for detergents, foam stabilizer and thickening agent for shampoos and bubble baths, consistency factor for sticks.
Coconut fatty acid diethanolamide: Foam and viscosity increasing component with super fatting and emulsifying characteristics for shampoos, bubble bath and dish washing agents.
Coconut fatty acid polyethanolamide: Additive for dish washing agents, co-emulsifier for cleaning agents and metal working agents.
Coconut amine ethoxylate: Raw material for wetting, emulsifying and cleaning agents especially for acid media, liquefiers for concrete, corrosion inhibitors.
Lauric acid hexyl ester: Especially for aerosol preparation, good spreading properties, low viscosity.
Lauric acid monoethanolamide: Foam stabilizer and super fatting agent for toiletry soaps, shampoos and bubble baths, fixative agent for perfume in soaps.
Sodium lauryl sulphate: Emulsifier, foaming agent for toothpastes, bath preparation in powder form, emulsifier for mouth wash and wetting agent in tablets.
Lithium lauryl sulphate: Base with good dispersing properties and gentle foam for shampoos and foam baths.
Ammonium lauryl sulphate: Shampoo base, fine foam structure, good cold water solubility for cleansing agents, dish washing agents.
Triethanolamine lauryl sulphate: Base for liquid shampoos and foam bath. Base with emulsifying properties for cosmetic bath preparations. Raw material for fire fighting foam.
Sodium lauryl sulphate (C12, recrystallized): Pure SLS foaming agent for tooth paste and mouth washes.
Magnesium lauryl ether sulphate: Base for manufacture of liquid shampoos and bath preparations.
Sodium lauryl ether sulpahte: Base for manufacture of liquid shampoos, bubble bath, high quality dish washing agents, light foam fire fighting concentrates.
Sodium lauryl ether phosphate: Wetting agents, floatation auxiliaries, special wetting agents for hot copper baths containing cyanides.
Amphoteric coconut alkyl dimethylammonium: For liquid shampoos and shower baths, especially baby and special shampoos, also base for cationic shampoos.
Lauryl dimethyl benzyl ammonium chloride: Highly effective bactericide and fungicide for disinfectants.
Lauryl trimethyl ammonium chloride: Wetting agents, antistatic agents, bactericide, conditioner for hair care.
Cocodimethyl amine oxide: Foam booster for shampoos.
Coconut fatty acid monoglyceride: Anticaries agent in tooth pastes.
Sorbitan monolaurate/polysorbates: Water in oil emulsifiers, food grade emulsifiers.
Cocodimethyl benzyl ammonium chloride: Bactericide.
Coconut fatty acids: Used as 15-20% of the total fatty acid charge for toilet soaps.
COCONUT OIL CAKE
Coconut oil cake or poonac is the residue left after extracting oil from copra. The yield of coconut oil cake may be reckoned to vary from 33 to 36 per cent of the copra. Traditionally, it is used as a cattle feed. The most important qualities of coconut oil cake as observed by the farmers are its palatability to the animals and better results in terms of milk production as well as the improved quality of butter and ghee.
The coconut oil cake obtained from mechanized rotary mill contains 10-12 per cent oil and that obtained from expeller mill contains 7-9 per cent oil. The remaining oil in the coconut oil cake can be extracted by solvent extraction process. After solvent extraction, only 1 to 2.5 per cent oil will remain in the cake, which will be having a shelf life of about 6 months under normal storage condition. This cake as such is used as cattle feed or mixed with various ingredients to manufacture mixed cattle feed. It has been reported that out of the 25 per cent crude protein content in the cake, 80 per cent is by-pass protein, which helps in better milk production particularly in high yielding animals.
In a study conducted by the erstwhile Central Coconut Research Station, Kasaragod it was found that coconut oil cake can be stored upto a period of six months without much deterioration provided it is stored in a dry godown. The increase in acidity of coconut oil cake can be considerably checked if the moisture content of the cake is kept low. Storing the cake in alkathene lined gunny bags prevents the absorption of moisture by the cake thereby improving the shelf life. The major factor that influences the growth of mould in coconut oil cake is its moisture content. Rancidity sets in the cake with the growth of moulds. In a study, it was found that when coconut oil cake stored at 79 per cent relative humidity, no mould attack was evident even after three months of storage. The results suggest that the critical water content of coconut oil cake at which it can be stored free from moulds is its equilibrium moisture content at 79 per cent RH. The equilibrium moisture content of coconut oil cake at 79 percent RH is 15.2 per cent.
Process: The cake is pelleted before being fed into the extractor. The pelleted cake is moved through a slow moving band conveyor and hexane is sprayed into the cake. The hexane absorbs oil content of the cake and forms a mixture of oil and hexane. It is heated by steam resulting in the evaporation of hexane. The hexane is condensed and reused again. The extracted cake is heated in a steam drier for removing all traces of hexane.
Coconut Kernel Products
Coconut kernel contains on an average 40 per cent oil. Protein in fresh coconut kernel is the highest in the eighth month old nuts. Protein content slowly decreases with the age and stabilizes by the tenth month. Coconut protein possesses a high biological value and contains most of the essential amino acids in fair amounts. Coconut kernel contains minerals such as calcium, phosphorous iron, copper and sulphur. Hundred grams of coconut kernel contain traces of vitamin A, 15 IU of vitamin B1, 1.0 mg of vitamin C and 0.2 mg of vitamin E. Coconut kernel contains 7-8 per cent dietary fibre. Both coconut protein and fibre are reported to have cholesterol lowering properties. While the moisture, protein and ash content of the solid endosperm of kernel decreases as the nuts mature, the amount of oil increases. Maximum oil content is found in the 12th and 13th months and gradually decreases with further maturity. Coconut kernel is eaten as such and also with coconut Jaggery. Coconut kernel is consumed as a culinary ingredient throughout the country eventhough its regular use is restricted to the traditional growing tracts in the country . It is used in the milk form in various culinary preparations.
VIRGIN COCONUT OIL
Coconut oil obtained from coconut milk is called virgin coconut oil. Traditional and modern methods are available for the manufacture of virgin coconut oil. In the traditional method the milk extracted from grated coconut kernel is boiled to get oil. Of late, the traditional method has been partially mechanized using a bridge press and mechanical grater. The modern method of extracting oil from fresh coconut kernel is known as wet processing. In this process, the coconut kernel is made into a viscous slurry from which coconut milk is separated by pressing the slurry. The dried residue obtained is partially defatted desiccated coconut. The milk is sieved and concentrated. After separation of cream containing most of the fats from the milk, it can either be dried into powder or packed as such in asceptic packs. The cream is stirred vigorously to get virgin coconut oil by a process called phase inversion. The virgin coconut oil is considered superior for use as hair oil and baby oil because of its pleasing aroma and purity. It is applied on the body of babies to protect from skin troubles. Because of its low FFA content, this oil has a long shelf life. CFTRI, Mysore has developed the technology for the wet processing of coconut. Imported technologies are also available for the wet processing of coconut.
Manufacture of virgin coconut oil by partially mechanized method: Coconut kernel is grated using a rotary grater. The grated coconut is then crushed in a bridge press to extract milk. Water is added during the second and third pressing. The extracted coconut milk is boiled in an open pan until oil separation takes place. Oil is separated from the oily residue by decantation. The residue obtained during the extraction of milk is dried and used for making sweets, chutney powder, etc.
DESICCATED COCONUT
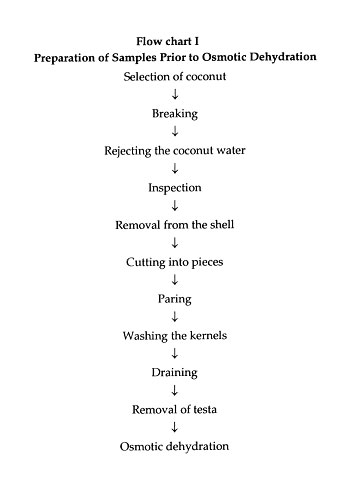
Desiccated Coconut is the disintegrated and dehydrated coconut meat used as a substitute to grated coconut in food preparations. The process involves deshelling, paring disintegrating, drying, sieving and packing.
Process: The fresh matured coconuts are dehusked and deshelled. The deshelled coconut kernels in the form of round balls are pared using scrapers to remove the testa. The pared kernel balls are then cut open to drain off the water and then washed thoroughly in fresh water to remove the invert sugars from the inner surface of the kernel. The kernel is then ground into a fine mass using hammer mill or disintegrator. The ground mass is blanched with live steam for about 20 minutes to bring down the microbiological count. The blanched mass is then dried in hot air dryer at a temperature of 80-90°C for about 1 hour so as to bring down the moisture content to below 3 per cent. The hot air drier is provided with a drying chamber consisting of a series of trays, which hold the feed. Hot air is blown into this chamber from an external source through a blower. The dried mass is tested for fat, moisture, free fatty acid and microbiological count. The product is packed in polythene pouches.
DC Standards: Three grades of DC have been specified in the Indian Standards Specifications, namely fine, medium and coarse. These grades are based on particle size. There are grades such as extra fine; medium, granular cut, macaroons, flakes, chips, long thread and rice cut in the international market. There are three grades for DC under Agmark Grade Designations, namely Grade 1, Grade 2 and Grade 3. The quality of desiccated coconut produced largely depends on maintenance of hygiene in different stages of processing and the temperature of drying. Special hygienic precautions are to be taken in DC manufacturing since coconut is a good nutrient base for growth of diverse micro-organisms. Coliform, E. coli, Staphylococos aureus and Salmonella are normally encountered in DC. Hygienic conditions in the processing plants are to be maintained by carefully monitoring water quality, hygiene of personnel employed, processing machinery sanitation and critical evaluation of processing conditions to establish Hazard Analysis and Critical Control Point in coconut processing.
DC requires controlled drying rates, otherwise oozing of oil renders the product unacceptable. The oil must remain in a bonded form. Shredded coconut can be effectively fluidized and dried in a Vibro Fluidized Bed Dryer which enhances the quality of DC.
Composition of Desiccated Coconut
| Constituent |
Approximate percentage |
| Moisture |
2.0 |
| Fat |
67.5 |
| Protein |
9.33 |
| Carbohydrates |
5.92 |
| Ash (Minerals) |
2.43 |
| Fibre |
3.92 |
| Pentosans |
8.9 |
In a study conducted by the erstwhile Central Coconut Research Station on the shelf life of DC, it was found that in order to obtain good keeping quality; the shredded coconut should be dried to less than 2 per cent moisture, preferably below 1 per cent. To keep the product below 2 per cent moisture level, the RH of the surrounding air should be below 50 per cent and hence the necessity of absolute moisture proof containers which will prevent ingest of moisture from outside. It was also found that the shredded coconut could be dried within 1 to 1 ½ hours depending on the "conditions" of the drying air and the air flow within the drier. Best results were obtained when shredded coconut was dried in a through flow drier (having an air velocity of 0.9 m/sec at 60°C) and the time taken was about 100 minutes.
DC is used mainly for making sweets. The confectionery and bakery units are the main consumers of desiccated coconut in the organized sector. Desiccated coconut is also exported from India on a limited scale. The industry is mainly located in south India especially Karnataka. More than 100 countries import D.C. Philippines, Sri Lanka and Indonesia are the major exporters. The technology for the manufacture of desiccated coconut is available with the CFTRI, Mysore. The Regional Research Laboratory, CSIR, Thiruvanathapuram, Kerala has developed a technology to manufacture partially defatted desiccated coconut and high grade oil.
Shelling and paring operations are generally done manually. Therefore skilled workers are required for these operations.
In a study conducted by the erstwhile Coconut Research Station, Kasaragod, it was found that the immature nuts give an unsatisfactory product with poor colour and keeping quality. The product from 10 months old nuts was slightly inferior in quality. Though there is not much difference in the quality of the product produced from 11 or 12 months old nuts, mature nuts should be preferred to get higher yield. If the harvested nuts are stored for a period of one month, it is easier to remove the kernel from the shell after the nuts are opened. In the study, it was however observed that there is no difference in quality of the product from stored and freshly harvested nuts, though the yield was 2 to 3 per cent higher in the former. In storage studies on DC, it was found that at above 5 per cent moisture level, the product is susceptible to attack by mould and on storage it becomes rancid and brown. At moisture level of 2 per cent and below the product is crisp, free from rancidity and browning and had a fresh taste after 24 weeks' storage at room temperature (24° to 30° C). No browning was noticed in samples with 2 per cent moisture level stored for 36 weeks and with one per cent moisture stored for 52 weeks at room temperature.
COCONUT MILK
Traditionally, coconut milk is prepared at home by grating the coconut meat and then pressing the grated meat through a piece of cloth by adding water. Water is added to the residue so as to extract the remaining milk. This method of extracting milk is inefficient, time consuming and labour intensive. Besides, coconut milk prepared from freshly grated coconut meat undergoes progressive deterioration and after a few hours at room temperature 28-30° C it becomes rancid. Besides the residue contains nearly 35 per cent oil, which is normally wasted. This wastage and drudgery can be avoided by the use of processed coconut milk.
Range of Fat in Coconut Cream and Milk (APCC Standards)
| 1. |
Concentrated coconut cream |
] 40 |
[ 50 |
| 2. |
High fat coconut cream |
] 30 |
[ 40 |
| 3. |
Medium fat coconut cream |
] 25 |
[ 30 |
| 4. |
Low fat coconut cream |
] 20 |
[ 25 |
| 5. |
High fat coconut milk |
] 15 |
[ 20 |
| 6. |
Medium fat coconut milk |
] 10 |
[ 15 |
| 7. |
Low fat coconut milk |
] 5 |
[ 10 |
| 8 |
Coconut skim milk |
] 0 |
[ 1.5 |
'Coconut milk' is the commercial term for the processed and packed milk extracted from fresh matured coconuts. This is an instant product which can either be used directly or diluted with water to make various preparations such as curries, sweets, desserts, puddings, etc. It can also be used in the manufacture of bakery products and for flavouring foodstuffs. Processed and packed coconut milk has a shelf life of six months and one opened it should be stored in refrigerator for subsequent use. According to the APCC standards, if the fat content is higher than 20 per cent, the product is called coconut cream and if the fat content is less than 20 per cent the product is called coconut milk. Based on the fat content, the coconut cream is again classified into concentrated coconut cream, high fat coconut cream, medium fat coconut cream and low fat coconut cream, while the coconut milk is classified into high fat coconut milk, medium fat coconut milk and low fat coconut milk.
The technology for manufacturing coconut cream has been developed by the Regional Research Laboratory Thiruvananthapuram under a sponsored project of the Board. A low cost technology for the manufacture of coconut cream has also been developed by the RRL.
Process: The first step is breaking the dehusked nuts into halves. The split nuts are deshelled to separate the kernel. The kernel is washed and then blanched by immersing in hot water at 80°C for 10 minutes. The next step is comminution of kernel into small gratings using a hammer mill. The coconut milk thus obtained is filtered by passing through a vibrating screen. Food additives such as emulsifiers and stabilizers are added to the milk to obtain a stable consistency and texture. For this purpose, permitted emulsifiers and stabilizers are mixed with hot water separately and mixed thoroughly. It is added to the coconut milk and then subjected to emulsification using a mechanical impeller emulsifier. The emulsified milk assumes a creamy consistency. The coconut milk is pasteurized at 95°C for 10 minutes in a plate heat exchanger. The pasteurized coconut cream is hot filled in cans using a mechanical volumetric filling machine followed by steam exhausting. The cans are seamed using an automatic can seamer. The seamed cans are sterilized in a rotary retort at 15 psi for 20 minutes. The cans are then cooled in running water. A commercial unit to process 10,000 nuts may produce about 2500 kg coconut cream with 500 kg residue as the end product. The pH of freshly extracted coconut milk is about 6 and is thus categorized as low acid food. Therefore, spore-forming organism could survive. Thus, the processing conditions and safety precautions are very critical for the quality of the product.
Vitamin and Mineral Content of Coconut Milk Residue
| Vitamin/Mineral |
mg/100g |
| Thiamine |
0.09 |
| Niacine |
2.30 |
| Riboflavin |
0.08 |
| Calcium |
70.00 |
| Phosphorus |
470.00 |
| Iron |
8.10 |
The residue obtained after the extraction of milk is dried in a hot air dryer to 3 per cent moisture level. The residue forms a base for making coconut burfi, coconut cookies, curries and chutney powders.
Quality and yield of coconut milk is affected by several factors such as processing technology, varietal differences, coconut maturity, meat particle size, processing temperature and extraction pressure. 12 month old mature nuts produce high yield while use of immature nuts not only lead to low milk yield but also cause clogging of the screw press.
Coconut jam, coconut syrup, coconut honey, sweetened condensed coconut milk, coconut candy, etc. are some of the coconut cream/milk based products that have been developed and manufactured in the Philippines. Coconut jam is manufactured and marketed in India.
SPRAY DRIED COCONUT MILK POWDER
Spray drying is the best method for the preservation of coconut milk. It can be reconstituted into coconut milk by diluting with water. It offers additional advantage such as less storage space, enhanced shelf life and reduced packaging cost.
Process: The process consists of deshelling, paring, disintegrating, squeezing milk, formulating, homogenizing, pasteurizing and spray drying. The coconut milk obtained by squeezing the kernel in the screw press is standardized with the additives mainly maltodextrin and sodium casseinate to improve the fluidity of the final product. The resultant milk is then homogenized in a high pressure homogeniser. The milk is pasteurized and then fed into the spray dryer through the spray nozzles. The spray dryer splits the coconut milk into fine globules. The resultant powder is packed in aluminum foil packets.
The technology for the manufacture of spray dried coconut milk powder has been developed by the CFTRI, Mysore under a sponsored project of the Coconut Development Board.
By-Products Utilisation
Though coconut is grown primarily for its oil and food values, about 5% of the total production is harvested as tender coconuts for use as a beverage especially in some of the major cosmopolitan regions. Almost 60% of the mature nuts production ends up in the households for use in culinary preparations. Approximately one third of the annual production is used by the processing industry for the manufacture of coconut oil. Balance is processed into products like desiccated coconut and others. Coconut oil is produced mostly by expeller processing and to a limited extent by solvent extraction and used both for edible as well as industrial purposes.
Integrated processing technology calls for ensuring marketability of a wide variety of by-products besides the oil, which include, coconut milk beverage, coconut honey, coconut proteins, condensed coconut milk, coconut cream, etc., all of them being novel products without any consumer acquaintance. Partially defatted coconut containing only about 50-60% of the oil present in the nut has also been developed as a substitute to desiccated coconut for use in bakery and confectionery industry but the product is yet to gain universal acceptance though economically it has some advantage.
Coconut water, available during factory processing of the nuts has at present no industrial or edible use but it can be converted into useful products with some potential. To a limited extent coconut water is being bottled for consumption as a beverage. Coconut water is also processed into vinegar type of products after fortifying with sugar and fermentation with yeast and acetobacter. The reported marketing of a product named coconut salad, made from coconut water through fermentation could not be sustained for long as this product is no more available currently. Besides the nut, coconut tree also yields neera, a sweet juice obtained by taping the unopened spadix. Neera can better be used as a refreshing beverage when it is fresh or converted to alcoholic beverage-toddy by natural yeast fermentation followed by distillation into attack type of products. The fresh sap can also be processed into products like jaggery, sugar, treacle etc., by concentration.
COMMERCIAL EXPLOITATION OF COCONUT PITH
Coconut pith also known as coir dust/waste is a major waste material of the coir fibre extraction industry. The fibre is extracted from the coconut husk, retted or unretted, by manual beating or mechanical means. About 30 per cent of husk is fibre and 70 per cent is coir dust. Large quantities of pith to the extent of 50,000 tonnes per annum is available in the country. Coconut pith, flufy light lignocellulose material which essentially binds the coir fibres in the husk gets liberated in the form of dust during fibre extraction. It is a spongy, highly hygroscopic, extremely compressive and has a good percentage of combustible matter with low ash content.
The calorific value of unretted pith is greater than that of retted pith. Accordingly, unretted pith i.e., pith available from the mechanical defibring industries can be utilised for producing fuel briquettes to be used as substitute fuel in place of firewood used in tile and brick industries and for other industrial heating purposes. Retted pith which is having a better water holding capacity can be used as water retention material in sandy soils and also as an insulation material with other suitable additives since it has a low thermal conductivity.
Coconut pith available from the mechanical coir defibring units is sieved through an IS 8 mesh sieve to remove long coir fibres and mixed with 20 per cent cow dung in the form of slurry. The mixture is aged for about 24 hrs. and then passed through an extruder to produce hollow cylindrical briquettes which are subsequently dried in the sunlight. The success of briquetting will depend upon consistency of the mixture and quality of binder slurry.
Coconut pith will decompose in the soil very slowly as its pentosan-lignin ratio (0:30) is below 0.5 which is the minimum required for the slow decomposition of organic matter in the soils. Pith is an excellent surface mulch in all kinds of soils. It absorbs slightly more than 8 times its weight of water (82.3%) and release it comparatively slowly. It has been found that by incorporation of 2 per cent by weight of pith with sandy soil, the water holding capacity of the soil could be increased by 40 per cent.
Pith as a Heat Insulating Material
Pith has a low density and thermal conductivity and in combination with cement has been found to be an excellent thermal insulating material. Since pith and latex are abundantly available, light thermal insulating materials can also be developed by using pith with rubber latex. The possibility of pith-clay light weight bricks for use as insulating bricks can also be investigated.
COCONUT OIL
Coconut oil contains the so-called medium chain fatty acids, i.e. those containing 6,8 and 10 carbon atoms, all of which are saturated. At the same time coconut oil has a low proportion of the long chain, unsaturated fatty acids, particularly linoleic. Coconut oil alone also has a high proportion of saturated fatty acids of "intermediate" chain length (lauric and myristic) and eighty per cent of the fatty acids of coconut oil contain less than sixteen carbon atoms with lauric acid (12 carbon atoms) accounting for about 50 per cent. The predominantly saturated nature of the fatty acids of coconut oil makes it resistant to developing rancidity and this property is the reason for its use as an ingredient of foods such as shortening and filled milk. Also bakery items such as crackers are sprayed with coconut oil to impart a gloss, provide a moisture barrier and prolong shelf life.
Clinically, the unique occurrence of medium chain fatty acids in coconut oil confers on it the desirable properties of easy oxidation to provide energy, as well as of rapid absorption by the human system. These properties make it less prone to be deposited as fat in the peripheral tissues. These are distinct advantages of coconut oil over other oils with higher contents of long chain saturated fatty acids (Table 1). It is also the easy and rapid digestibility, together with its relatively high content of Vitamin E, which makes coconut oil a useful component of diets for the treatment of malnourished children. It was found that recovery of such children was facilitated by the inclusion of coconut oil in their diet. Coconut oil inhibited the induction by carcinogenic agents of colon as well as mammary tumors.
Percentage Fatty Acid Composition of Coconut Oil and Other Oils
| Fatty Acid |
No. of Carbon atoms |
Coconut |
Palm |
Palm |
Corn |
Soybean |
Safflower |
Sunflower seed |
| Saturated |
|
|
|
|
|
|
|
|
| Caproic |
6 |
05 |
0.3 |
- |
- |
- |
- |
- |
| Caprylic |
8 |
8 |
3.9 |
- |
- |
- |
- |
- |
| Capric |
10 |
7 |
4 |
- |
- |
- |
- |
- |
| Lauric |
12 |
48 |
49.6 |
0.3 |
- |
- |
- |
- |
| Myristic |
14 |
17 |
16 |
1.1 |
- |
- |
- |
- |
| Palmitic |
16 |
9 |
8 |
45.2 |
11.5 |
10.5 |
6.5 |
6.8 |
| Stearic |
18 |
2 |
2.4 |
4.7 |
2.2 |
3.2 |
2.4 |
4.7 |
| Arachidic |
20 |
0.1 |
0.1 |
0.2 |
0.2 |
0.2 |
0.2 |
0.4 |
| Unsaturated |
|
|
|
|
|
|
|
|
| Palmitoleic |
16 |
0.1 |
- |
- |
- |
- |
- |
0.1 |
| Oleic |
18 |
6 |
13.7 |
38.8 |
26.6 |
22.3 |
13.1 |
13.6 |
| Linoleic |
18 |
2.3 |
2 |
9.4 |
58.7 |
54.5 |
77.7 |
68.2 |
| Linolenic |
18 |
- |
- |
0.3 |
0.8 |
8.3 |
- |
0.5 |
| Arachidonic |
20 |
- |
- |
- |
- |
0.9 |
- |
- |
COCONUT PRODUCT DIVERSIFICATION
Copra Making
Copra is produced by drying mature nuts using smoke kilns commonly called "tapahan" and by sun drying. Ideally, copra should be dried to 5-6 per cent moisture content before storing and should have an oil content of about 65 per cent, free from dirt and smoke contamination, and free from moulds and insect infestation. Owing to a trading system which provides very little incentives for high quality, the copra generally produced is contaminated with smoke and is mouldy.
White Copra Production
The oil extracted from this kind of copra needs to go through an expensive processing procedure consisting of refining, bleaching and deodorising to make them into edible oil.
When copra is white it follows that it is free from smoke contamination, free from mould and insect infestation and the moisture content must be low. When this kind of copra stored, the post-harvest losses will be minimal. When white copra is pressed, the oil produced is almost water clear and has a low free fatty acid content. Very little processing is needed to make it into cooking oil which rebound to lower refining cost.
Ball Copra
It is prepared by storing fully matured nuts for 10 to 12 months when kernel will get detached from the shell. It is of super fine quality and commands a premium price in the market.
Vinegar Making
Coconut sap vinegar is still preferred over the synthetic brand because of its very pleasant characteristic taste. It is not, however, widely marketed.
Vinegar from coconut water may be the only vinegar with the characteristic flavour of vinegar from the sap. Coconut water containing about 2 per cent sugar is fortified with the addition of ordinary sugar upto 9-11 per cent and then fermented in earthern jars or plastic containers for 15-30 days.
A small vinegar fermentary of 6001 for every 15 days needs an investment of about Rs. 50,000. This investment could be recovered in 2-3 years.
Bio-Confectionaries from Coconut Water
A technology of preparing a unique confection named bio-sweet, bio-halva or bio-burfi is developed by employing a bacterium biosynthesising pure cellulose grown in coconut water. The bacterium (Acetobacter (Cel-strain) was selected after extensive and careful screening for production of polysaccharide gel of proper consistency, texture, water holding capacity, layer forming characters etc., from among the naturally occurring acetobacters in fruits, honey and flowers. The bacterium when grown in coconut water with 10 to 15 per cent sugar forms translucent white, gelatinous, insoluble, thick gummy layer on the surface of liquid in about two weeks' time. The jelly layer is removed, washed free of excess acid and candied by boiling in sugar syrup. The bio-halva which is delicious, sweetish in a sour back drop, chewy like gum but no sticky or rubbery, with pleasant natural flavour and aroma. The bio-halva resembles western gum drops or Nata-de-coco of Philippines, in texture and flavour.
The bio-halva can also be prepared by growing the same bacterium in sugarcane juice, pineapple juice, banana juice, or mango juice, in each case having respective unique flavour. The bio-halva has got extraordinary keeping quality (shelf-life). It can be hygienically prepared and canned or packed like chocolates for long shelf-life without any addition of preservatives. Naturally the bio-halva has got excellent sensory qualities and tastes good without extra dressings, colourings or essences. However it can be topped with badam or cashew powders or grits.
Benefits from Bio-Sweets
- It is unique in taste, texture, flavour and naturally it possesses good sensory values. There is no need to add any artificial colours, flavours, essences or preservatives.
- It is free from fats and oils.
- It has high fibre (cellulose) content which is good for health.
- The bacterium from which it is prepared is not only safe for men and animals but it is also known for many health benefits from ancient time all over the world. It can be naturally made into attractive shapes and sizes without the need for skillful cuttings or shapings.
- The huge quantities of coconut water otherwise discarded can be used most profitably.
- The technology can be extended to benefit other food, confectionery and pharmaceutical industries.
- The technology is commercially viable and has export potentials.
Desiccated Coconut
Desiccated coconut is the dried-out disintegrated coconut meat. In India it is commercially known as "Coconut Powder". It is a very important coconut based product having very good demand all over the world in the confectionery and allied food industries. Desiccated coconut should be crisp, snow white in colour and should have a sweet, pleasant and fresh taste of the nut. ISI standard for desiccated coconut has been specified under IS:966-1975 as follows.
| Characteristics |
Requirements |
| Moisture, per cent by mass max. |
3.0 |
| Fat, per cent by mass min. |
65.0 |
| Fat acidity, as lauric acid, max. |
0.3 |
Canning of Coconut Haustorium
When the ripe coconut comes into contact with water or moisture for a long time it commences to germinate. The plumule of the embryo grows towards the soft eye and the other end of the embryo develops as an absorbant spongy growth known as the haustorium or apple. The haustorium swells and continues to grow till it completely fills the cavity and is in close contact with the endosperm or the kernel.
When the unhusked coconuts are stored for long period as is the practice in humid climate the spongy ball like haustorium develops inside the nut.
The coconut haustorium is sweet and is a delicacy. This is a by-product.
Chemical Composition of Coconut Haustorium
| Constituents |
Percentage |
| Moisture |
83.10 |
| Reducing sugars |
2.79 |
| Non-reducing sugars |
6.49 |
| Total sugars |
9.28 |
| Fat |
3.50 |
| Protein |
2.19 |
| Total minerals |
0.84 |
Coconut Cream
Coconut cream is the concentrated milk extracted from fresh matured coconut kernel. This is a ready to use product which can be either used directly or diluted with water for various preparations like curries, sweets, desserts, puddings, ice creams etc. It could also be used in the manufacture of bakery products and for flavouring food stuffs. Processed and packed coconut cream has a shelf life of six months or more and once the container is opened it should be stored in refrigerators for subsequent use.
Coconut Shell Powder
Shell powder or flour is prepared by grinding clear coconut shells to a fine powder. It is used as a filler in phenolic glues for plywood and laminated sheet manufacture, filler in specialised surface finishes resin castings etc. Coconut shell powder of different mesh sizes find extensive uses in plastic and allied industries and also in making mosquito repellents, agarbathis, etc. There is an increasing demand for coconut shell powder in the country. Presently petroleum refineries and other petrochemical industries in the Gulf countries make use of substantial quantities of wallnut powder for the production of various chemical products. It is understood that coconut shell powder of the similar mesh size will be a better substitute for the wall nut powder and if the attempts made by some entrepreneurs succeed, it will be a real breakthrough for coconut based industries in this country.
Coconut Milk
Coconut milk is the term used to designate the liquid obtained by manual or mechanical extraction of grated coconut meat with or without added water. The first extract without added water is known locally as kankang gata. This is used as topping for some rice cakes, or is added to snack foods made from fruit, cereal, and tuber. In a less concentrated form, the whole coconut milk extract is known as gata. At times, the terms coconut milk and coconut cream are used inter-changeably. The coconut milk freshly extracted from the coconut kernel with or without added water, and coconut cream to the high fat cream like material obtained from the coconut milk by either gravitational separation or centrifugation.
Traditionally, coconut milk is prepared at home by adding water to grated coconut meat, then pressing out the milk through a piece of cloth. More water is added as the meat is repeatedly squeezed, and the extracts combined. The grater used in comminuting the coconut meat is a simple flat toothed scraper attached to a small wooden bench. Motorised coconut shredders are now available and are preferred by institutional users and dealers of grated coconut meat and coconut milk.
The coconut milk, aside from being used for cooking, may be heated to obtain the oil and latik. This is done by boiling the coconut milk in a pan until all the water is evaporated, at which point the liquid becomes translucent and a proteinaceous material called latik coagulates.
Dehydration of Coconut
| Physical characteristics |
Average |
| Whole nut (g) |
365.06 |
| Coconut shell weight (g) |
176.62 |
| Kernel weight (g) |
176.62 |
| Coconut water (ml) |
256.00 |
| Kernel without testa (g) |
171.80 |
| Kernel thickness with testa (mm) |
14.00 |
| Kernel thickness without testa (mm) |
12.00 |
Coconut Oil Derivatives
The definition of coconut oil as established by trade custom is the oil obtained from whole dried copra or meat of coconut. Various commercial grades of copra are known to yield 62-63 per cent oil.
| Parameters |
Limits |
| Iodine value |
10 |
| Saponification Value |
252-260 |
| Titre |
20-23°C |
| Fatty acid composition (%) |
|
| Caproic (C6) |
0.02 |
| Caprylic (C8) |
8 |
| Capric (C10) |
7 |
| Lauric (C12) |
48 |
| Myristic (C14) |
17 |
| Palmitic (C160) |
9 |
| Stearic (C18) |
2 |
| Oleic (C18) |
6 |
| Linoleic (C18) |
2.5 |
India produces more than 2 - 3 lakh tonnes of this oil and ranks third in the word. A large number of oleochemicals, amounting to 4 million tonnes are produced from coconut and other palm family oils worldwide. Coconut oil is known to have a wide usage, ranging from edible to industrial usage of various derivatives.
Coconut oil, like any other vegetable oil, comprises of major amount of triglyceride. It is these triglycerides and their fatty acid compositions that primarily determine the utility of this oil for various purposes. Thus from coconut oil two important key intermediates viz. coconut fatty acid and laury myristyl alcohol are produced.
Coconut Oil as an Edible Oil
In countries like India, coconut oil is a major edible oil, particularly in the southern parts of the country. Coconut kernel is consumed as a culinary ingredient and coconut oil is used in cooking. The overall intake of coconut oil both as free oil as a cooking medium and that derived from coconut kernel amounts to 25 to 30g/day/head. Since the coconut oil contains about 88 per cent of saturated fats, it is believed that coconut oil can contribute to alleviated serum cholesterol and thus promote heart disease. Eventhough, consumption of coconut oil quite low even in Kerala, yet the campaign launched against consumption as a health hazard contributed to further decline in its consumption. Studies conducted in the University of Kerala have shown that the serum cholesterol levels in about 3000 human volunteers who consumed coconut oil and coconut kernel were within normal (around 200 mg/100 ml). This observation is further supported by work done at the Jaslok Hospitals in Bombay. This rightly calls consensus for the benefit of coconut growing countries to develop strategies for launching an appropriate awareness campaign.
PRODUCTION OF COCOPEAT
The use of cocopeat for home gardening is gaining popularity in Europe, particularly in the UK, where the mining of natural peat has been discouraged or banned. The preparation of cocopeat is simple involving cleaning, drying, corporating and packing.
GRANULATED CHARCOAL
The raw material for activated carbon production is granulated charcoal. Philippine and foreign manufacturers prefer to buy the charcoal in the form of granulated charcoal in order to reduce transportation cost due to higher bulk density of granulated material. The main operations are cleaning, size reductions, grading.
BIODIESEL PLANT-OLEOCHEMICAL
When coconut oil is reacted with methanol in the presence of sodium hydroxide as a catalyst, the mixed methyl esters produced is a very good fuel for diesel engines.
RUBBERISED COIR FIBRE CUSHIONS
Rubberised coir bed cushion is a highly resilient slab wherein the cushioning property of coir fibre is augmented by that of rubber. It has uniform springiness and noiselessness. Its porosity structure makes it washable and suitable for warm climates. The manufacturing procedure for rubberised coir fibre cushions involves twisting of the fibres, mat setting, spraying with rubber latex formulation, vulcanization, and finishing.
COIR INDUSTRY
Coir, the golden coloured fibre extracted from the epicarp of coconut husk surrounding the fruit of the coconut palm, can be put to a multiplicity of end uses.
Coir industry produces a wide range of end products from coir fibre and coir yarn ranging from a door mat at the door step to a beautiful woven tapestry hanging on the wall of the drawing room of a modern house. Coir mats, mattings, rugs and mourzouks are other products renowned for superior craftsmanship. Coir rope, curled coir, rubberised coir goods, sports goods such as cricket pitch matting, gymnasia mats, wrestling mats, golf-tea mats etc. are the other leading coir products.
Coir is extracted from coconut husk by two methods. The traditional method employed in India is extraction of fibre from coconut husk after retting them in saline water. The fibre so extracted is termed white fibre. The other method used in extraction of coir fibre is by fibre extracting machines. Mechanical extraction of coir fibre from raw/dry husk is gaining popularity in different coconut growing states in India owing to better productivity, cost effectiveness, inadequate retting facilities and above all as a result of the growing influence of advancement in technology.
Coir has been identified as a new item with added advantages to use as a Geo-fabric material. The export trade in India realising the size of the Geo-textile market in the world has started making efforts to enter into the Geo-textile market.
Coir pith or coir dust is a by-product of the industry which is now being thrown away as waste. In fact the accumulation of coir pith around coir processing centres has been creating disposal problem. Present indications are that a time will come soon when this waste material will also become an important item of export from India bringing in valuable foreign exchange to the national exchequer. Efforts are underway to convert coir pith into briquettes for export.
Coir pith has been identified as an ideal soil conditioner for all types of soil. The fibrous nature of pith makes it capable of breaking even the heaviest of clay soils allowing free drainage. Because of its sponge like structure coir pith helps to retain water and oxygen and prevent loosing of vital nutrients.
COCONUT SHELL BASED PRODUCTS
Shell Charcoal
Manufacture of charcoal is a relatively simple process, burning shells under limited supply of air is the usual process. Recovery of charcoal is around 30% of the original weight of shells used for carbonisation. Coconut shell charcoal finds wide use as fuel and as a base material for activated carbon manufacture. Crude methods are still being employed in India. These methods yield better percentage of ordinary shell charcoal but contains a lot of mineral impurities.
Coconut shell charcoal has good demand in the country. Bakeries, smithies and activated carbon manufacturers are the main consumers. Since a beginning has been already made in the manufacture of activated carbon from coconut shell charcoal, the demand for shell charcoal is likely to increase tremendously in the coming years.
Coconut shell or shell charcoal also finds very good demand as an industrial fuel to substitute furnace oil in some of the industries in the Southern states. Sizeable quantities of coconut shell are annually consumed by these industries. Shell charcoal is obtained by burning the shell of fully matured nuts with a limited supply of air so that they do not burn away to ash but only carbonized. It is used extensively for the manufacture of activated carbon. Coconut shell flour gives a smooth and lustrous finish to moulded articles and also improves their resistance to moisture and heat. The demand is for fine grade of 300 mesh size and above. The most effective method for producing 200-300 mesh size powder is through the combined use of pre-crushers and pounding mills.
Coconut Shell and Wood Handicrafts
Coconut shell is a natural product made up of hardened cellulose. On dry weight basis 99 percent of the shell consists of two major components viz. cellulose and substances related to it for which the general term applied is holo cellulose and lignin. The lignin content is about 36%. The rest of the material i.e., one per cent, is normally known as extraneous material or the extractives. The holo cellulose content of coconut shell has more pentosans. The very high content of lignin in its composition renders the shell very durable enabling it to resist quick degradation and easy decomposition even under wet conditions. It is liable for easy ignition and emits enormous thermal emission during the process. On an average the whole coconut shell of Indian origin weighs around 60-65 g. On dry weight basis the shell is reported to contain 50% carbon, 6% hydrogen, 42% oxygen and traces of nitrogen, sulphur and chlorine.
Manufacture of coconut shell handicrafts is a cottage industry in Kerala. Various products from utility articles to show pieces are being made out of coconut shell and wood. These handicraft items enjoy both domestic and export market. Recently a new use for shell has been discovered. Ice cream cups made of coconut shell are being exported to European countries for serving ice cream. Natural containers and receptacles are preferred to the artificial ones, in this age of wide spread environmental pollution. Spoons and forks made out of coconut shell are also being exported to some European countries.
The coconut shell, the endocarp which embodies the most economically useful kernel, is a valuable raw material for a number of industries. While it serves as a bowl for a beggar, an industrialist can turn it into a number of valuable products and an artisan into exquisite artwares. For the common man and for the poor the shell continues to serve the purpose of small vessels, ladles and containers, even now.
Receptacles made of coconut shells are being introduced as natural containers to serve ice creams, salads, puddings etc., in the European food and beverage markets. It is very much suited for the manufacture of superior quality activated carbon, a material very much suited for the manufacture of superior quality activated carbon, a material very much sought after in the world market for purification of drinking water, drugs, industrial gases, sugar, etc. Since pollution is an universal problem, the activated carbon is in great demand in all the industrially advanced countries of the world. Shell carchoal, shell powder and handicrafts are the other products made out of shell. Thus this raw material which is obtained as a by-product of copra industry has tremendous untapped hidden potential still awaiting fuller exploitation.
Activated Carbon from Coconut Shells
Activated carbon is manufactured from coconut shell charcoal. It is a form of carbon in which millions of holes are created which form an internal structure of interconnected capillary passage not much larger than the molecules that it absorbs. The process of manufacturing can be divided into three steps (a) carbonisation of coconut shells using a carboniser (b) activation in rotary kilns and (c) post processing involving washing, drying and sieving. Activated carbons are extensively used for purifying, refining and bleaching of volatile oils, chemical solutions, atmospheric air and other gases. It is also in demand in the purification of drinking water.
A noteworthy feature of the development of the granular carbons from coconut shells has been its close relation with the World wars in the efforts to find out a suitable armour against chemical warfare. Shell charcoal on activation is transformed into activated carbon which is having the ability to absorb effectively even trace quantities of either unwanted of valuable liquids and gases.
Protection against Toxic Gases
Activated carbon based on coconut shell charcoal is used in gas masks for protection against toxic gases as well as protection against gases such as sulphur dioxide, hydrogen sulphide, ammonia, mercury vapours, etc., encountered in the industry.
By impregnating granular carbons with specific chemicals, specific carbons are made having very high adsorptive power for particular chemicals.
Activated carbon has also been used to purify the air in submarines, and the manned space satellites. It has also been used in nuclear plants to purify radioactive waste gas.
Purification of Various Gases
The most valuable application is the removal of sulphur from synthetic gases in fertilizer industries manufacturing urea from ammonia and carbon dioxide. The preference has been for symmetrical pellets which so far has not been manufactured in India. Irregular shaped granules made from coconut shells have not been preferred possibly because of the slightly higher resistance to the flow of fluids in columns packed with irregular shaped granules.
Recovery of Solvents and Other Vapours
Some of the solvents recovered by activated carbon based on coconut shell charcoal are:
- Hydrocarbons: Hexane, benzene, toluene, xylene, paraxylene, etc.
- Halogenated hydrocarbons: Methyl chloride, chloroform, tri and pehtachlorothylenes, carbon tetrachloride, etc.
- Alcohols: Ethyl alcohol, methyl alcohol, etc.
- Ethers: Ethyl alcohol, tetrahydrofuran, etc.
- Ketones: Acetone, methyl, ethyl ketone, methyl isobutyl ketone, etc.
- Esters: Methyl acetate, butyl acetate, amyl acetate, etc.
- Sulfides: Carbon disulfide.
TYPICAL PLANTS WHERE SUCH SOLVENTS ARE RECOVERED
- Manufacture of synthetic fibres.
- Manufacture of smokeless powder and celluloid.
- Manufacture of photographic films.
- Manufacture of moisture proof cellophane.
- Manufacture of organic solvents.
- Recovery of benzene from coal gas.
- Lacquer painting of automobiles.
- Manufacture of rubber and plastic products.
- In high speed rotogravure printing.
- Manufacture of pencils.
- Recovery of hydrocarbons from natural and cracked gas.
- Resin coatings of paper, fabrics, etc.
- Pharmaceuticals, dry cleaning, degreasing and extraction plants.
Separation of Hydrocarbon Mixtures
Activated carbon is used for recovering gasoline from natural gas based on selective separation of ingredients that are more absorbable from ingredients that are less absorbable.
Purification of Fermentation Carbondioxide
Carbondioxide from alcohol fermentation should be free from odour and traces of alcohol for the preparation of beverages. Fermentation. Carbondioxide is purified by passing the gas through a bed of activated carbon.
Recovery of Gold
The greatest boost in recent times for granular carbon based on coconut shells has come from gold mining industry. Gold from old waste mine dumps which had 1 to 2 ppm gold per ton of ore dust is now being recovered by activated carbon process. In this process the pulverised gold bearing ore is mixed in leaching tanks with potassium cyanide which causes the gold to dissolve out into potassium aurocyanide.
Carbon is then washed and gold dissolved out of carbon using hot caustic solution which is thereafter electrothrown. The carbon is then reactivated, washed and put back in circuit.
Carbon Batteries
Another important industry where activated carbon based on coconut shell is found to be very suitable is in the manufacture of carbon batteries. This carbon is used instead of manganese dioxide as a depolariser in dry cell batteries. This carbon is treated with ammonium chloride and pressed into a porous cylindrical shape that is placed in a zinc container forming the outer electrode. If provision is made for a sufficient supply of air, the effect of activated carbon cylinder will be similar to that of manganese dioxide. The potential of activated carbon battery is 0.1 volt lower than that of manganese dioxide type, however, the voltage is steadier and is practically constant throughout the life of battery.
Powdered coconut shell based activated carbon is incorporated in fabrics designed to protect the wearer against injuries from vesicant and poisonous vapours.
It is also incorporated in polyurethane foam for the manufacture of impregnated foot pads used in shoes which is supposed to absorb the perspiration and foul smell from the shoes.
Activated carbon is incorporated in moulded forms called "getters" in various plastic articles including spectacle frames.
Granular activated carbon is used for odour removal in hospitals. Equipment is available for sucking the foul air from near the bed of patient and to give out clean air. This equipment is used with great advantage in cancer hospitals.
Kitchen hoods which contain activated carbon, are used in apartment houses to prevent the nuisance of the kitchen smell.
It is placed in shipping and storage containers to protect odour sensitive substances, and to prevent odorous materials from creating nuisance. Small gadgets containing activated carbon are available as refrigerator deodorisers. They help prevent foul smell in the refrigerator.
Filters for cigarettes.
As Catalyst and Catalyst Carriers
Many reactions are catalysed by activated carbon. Activated carbon also finds many applications as a carrier for other catalysts.
- In the manufacture of phosgene from chlorine and carbon monoxide. It is reported that one pound of activated carbon can catalyse the production of one ton of phosgene.
- In the manufacture of sulfuryl chloride from sulphur dioxide and chlorine.
- Mercury impregnated activated carbon is used as a catalyst for the manufacture of PVC from acetylene and hydrogen chloride.
- Palladium/platinum impregnated carbon is used as hydrogenation catalyst for some specific hydrogenation processes.
- Iron and copper impregnated carbon is used as desulphurisation catalyst in fertilizer plants.
Impregnated Carbons
Granular activated carbons are impregnated with various organic and inorganic compounds to prepare specific absorbants.
Cation impregnated carbons are found to be very efficient for the removal of phosphates, the cations having the ability to combine with phosphates to form an insoluble phosphate which is retained by carbon. Activated carbon impregnated with tertiary amine and iodine or bromine is useful in removing methyl iodide gas from the effluent of nuclear reactor.
Activated carbon impregnated with iodine compound is used as an absorber in the removal of sulphur dioxide or hydrogen sulphide from gas stream. Activated carbon is impregnated with copper, cobalt and iron salts to make carbons for specific end uses.
Very high tonnages of granular activated carbon are used for purification of portable water and industrial water. Palatability is a basis on which residents of a community judge the purity of the water supplied. A foreign taste or odour immediately suggests contamination and that the water may not be safe. In many communities the raw water supply comes from rivers contaminated with industrial as also municipal wastes. All the contaminated impurities have to be removed to furnish a palatable water. Coagulation, sedimentation, filtration and treatment with activated carbon is the standard procedure at municipal water work plants. In some municipalities activated carbon is applied in powdered form while in some, granular carbon on columns are used for the absorption process.
GLOBAL COMPETITIVENESS OF COCONUT INDUSTRY
Coconut, a versatile tree with a few parallels, appropriately called as Karpaga Vriksha -Tree of Heaven today forms an important component of socioeconomic and cultural lives of 26 per cent of the world's population in about 16 countries, primarily of Asia Pacific region. It is presently cultivated in 10.94 m.ha with an annual production of 50,055 million nuts equivalent to 9.42 million tonnes of copra. Indonesia, Philippines, India and Sri Lanka together account for 75 per cent of the total production. Indonesia ranks first in area and production in terms of copra, followed by Philippines and India. However, in terms of nuts, India has secured a second position in 1993 with a total contribution of 24.6 per cent as compared to 22.6 per cent by Philippines.
Of the major producers, Indonesia showed a marked change in both area and production, touching 3.59 m.ha with a production of 112.6 billion nuts in 1993. This was followed by equally impressive growth in area and production by India covering 1.63 m.ha with a production of 12.3 billion nuts. However, in the overall increase in the world production, India has contributed a major share since 1980 accounting for 41 to 47 per cent.
Coconut oil, the prime commercial product from coconut contributes nearly 7 per cent of the total supplies of vegetable oil in the world. The world production of copra in 1993 was 4.63 MT, while that of coconut oil was 2.93 MT, accounting for nearly half of the total nuts produced. Rest of the nuts were used either as fresh or for other products such as copra meal (1.73 MT) and desiccated coconut (0.16 MT). Philippines converts over 85 per cent of its coconuts into copra, while Indonesia uses only 45 per cent followed by India and Malaysia (34 per cent). Sri Lanka, on the other hand converts the least only 9 per cent, as over 70 per cent of the total production is used for household consumption in the country. Malaysia and Sri Lanka use 18 and 12 per cent of their coconuts respectively for desiccated coconut, while Philippines converts 4 per cent and Indonesia only 1 per cent of their production.
Use of copra for oil production follows a different pattern. Philippines and Thailand crush over 96 per cent of their total copra production into oil, while India, Sri Lanka and Indonesia consume over 86 per cent on an average as against Malaysia, which uses only 22 per cent of its copra production. Coconut oil has a substantial use in oleochemicals and cosmetic industries apart from its use as edible oil. Its use as a diesel substitute and as source of energy have been highlighted recently.
The per head consumption of coconut is highest in Sri Lanka being 100-110 nuts per year, followed by that in India. In other countries also, consumption of fresh nuts is showing increasing trends for coconut water, and for preparing products like nata-de-coco, coconut cream, yoghurt, cheese etc.
Apart from the edible products, handicraft items out of different parts of the tree including leaf, lamina, mid rib, coconut shell, wood, etc., are being manufactured in Philippines, India and Indonesia. Coconut shell has found novel use as receptacle for serving ice cream, salads, pudding etc., and is gaining wide acceptance as a biodegradable material to replace plastic containers. Coconut wood is a low cost wood as compared to teak or rose wood, and is used as a building material for making doors, windows, rafters, panels etc. Eco-friendly and hence hold a good scope in future. Coir pith is finding an extensive use in the manufacture of organic manure, soil conditioner, pith briquettes etc.
EXPORTS
The trade in coconut products covers copra, coconut oil, copra meal, desiccated coconut, coir and coir products, coconut shell charcoal and activated carbon. A few countries, particularly Philippines also export a large variety of handicraft items. The coconut oil has a maximum share (1.57 MT) exported in 1993 followed by copra meal (0.96 MT), desiccated coconut (0.23 MT), activated carbon (0.20 MT) and copra (0.21 MT). However, volume of exports of individual products has shown fluctuating trends during the period 1989-93. Activated carbon recorded maximum increase of about 82 per cent during this period, the quantities, however, being small, while export of coconut oil and desiccated coconut increased by over 19 per cent and 17 per cent respectively. In all others, namely, copra, coir and coir products and shell charcoal, the growth was negative.
It is interesting to note that while contribution of APCC countries to the world export of coconut products is the largest, India's contribution has been insignificant, except in coir and coir products, despite the country having second position in the total production of nuts in a year. As against this, Philippines is the largest single exporter of coconut products accounting for over 64 per cent of the world exports of coconut oil, over 50 per cent of copra meal, 41 per cent of desiccated coconut, 77 per cent of shell charcoal and over 48 per cent of activated carbon during 1993. Papua New Guinea had the largest share in copra export.
Coconut being a traditional crop, particularly in the third world, has not received the benefit of improved management technologies and market promotion. However, the situation is fast changing with free market policies taking hold in many countries and the establishment of World Trade Organisation expected to promote a wider global trade in different commodities including coconut. The changed situation, therefore, brings to fore the need for analysing global competitiveness of coconut.
In the light of this analysis, it would be appropriate to review the magnitude of threats facing the industry which are likely to impede its growth and thus, make it less competitive in the coming years.
Competition from Other Oilseed Crops
A comparison of index of world production of different oils showed that the growth in the production of coconut oil had been quite weak increasing from 2 million tonnes in 1962 to only 2.9 MT in 1992. As against this, the rapeseed oil production increased from 1.2 million to 9.4 MT during the same period, while soybean increased from 3.4 to 16.9 MT and palm oil from 1.2 to 12.0 MT. To sum it, while the world oil production increased by 172 per cent in the last 30 years, the corresponding increase during the same period in coconut oil was only 45 per cent, while in rapeseed and palm oil, it was 683 per cent and 900 per cent respectively.
Coconut oil, on the other hand, had in the past enjoyed a higher status from the quality point of view in view of its being high inlaurates. This position, however, has been threatened by transgenic variety of rapeseed called "Canola", and now by engineered variety developed in USA which has oil with high laurate of 45 per cent of total fatty acids, and therefore, is as good as coconut oil.
The threat to coconut oil is also visible from soybean. The global oilseed highlights of 1994-95 reveals that unprecedented soybean yields will boost US oilseed output nearly to 80 million metric tonnes which is 34 per cent more than last year. The estimated increase in global oilseed supply is 9 per cent and is the largest since a 12 per cent increase in 1984-85. This has been due to significant advances in production technology coupled with improvement in quality and versality of oilseed. Coconut, however, remained deprived of such a benefit, although R & D efforts in the major countries are striving towards goal.
Low Profitability
Low profitability of coconut farming is an acknowledged fact, primarily due to low productivity from a unit area. The productivity of coconut in major countries shows significant variations. India has the highest average productivity being 7821 nuts per hectare in 1993 followed by Sri Lanka (5165 nuts). Indonesia, on the other hand, has recorded only 3500 nuts although it leads in both area and production, while in Philippines it is 3684 nuts. The low productivity is contributed by several factors such as large area under senile palms, predominance of small holdings, poor management, debilitating diseases, etc.
In Indonesia, 53 per cent of the trees are senile while diseases like bud rot, premature nutfall and stem bleeding have contributed to low productivity. In Sri Lanka, the yield fluctuations are common, due to serious fluctuations in the soil moisture, as the gardens are rainfed, apart from a large area being under senile palms receiving inadequate management. In India, Kerala contributes 45 per cent of the total coconut production of the country but its productivity levels are below Indian average due to root wilt disease, small holdings and inadequate management.
Productivity levels in terms of copra equivalent follow patterns different from that in terms of number of coconut, mainly due to copra content per nut of nut size. Thailand has recorded largest nut size with an average copra content of 0.30 kg as against the lowest 0.15 kg in India. This explains India's being third in world copra production despite being second largest producer in terms of number. Other countries are in the range of 0.18 to 0.24 kg. This variation has direct bearing on yield of oil and other copra meal based products, thus affecting the overall profitability of coconut farming.
Fluctuating Prices
The world average prices of major coconut products have maintained fluctuating trends, showing significant decrease in 1993 when compared to that in 1989. Except for desiccated coconut which appreciated by over 41 per cent, all other products such as copra, oil, meal and activated carbon dipped by 10 to 17 per cent, with an exception of shell charcoal, which recorded only 2 per cent decrease. Consequently, the domestic prices in all major producing countries have increased appreciably during this period, to help the farmers, and thus reduce the overall supplies to the world market.
Inconsistent Supplies of Product
The volume of trade in different coconut products has maintained a fluctuating trend. The total production of individual products, barring a few minor ones, has remained almost stagnant, thus restraining any appreciable growth in their market demand. It is ironical that with 47 per cent share in the total increase in world production India's contribution to world trade in these products (except coir and coir products) is negligible. The global competitiveness of coconut will be determined by the volume of production of different products and the marketing strategies followed to improve the consumption and build up a strong demand. A target of atleast 30 per cent increase in output and market demand for desiccated coconut and coir products over the next one decade, it achieved, should make coconut production profitable, and at the same time, maintain its presence effective in the world market as far as different products are concerned.
STRATEGIES FOR FUTURE
There is an immediate need for major efforts to improve productivity from the coconut farms in all the countries. The potential for higher productivity in coconut has been amply demonstrated by the productivity levels achieved in major coconut growing States of India. Maharashtra has recorded the highest productivity of 18,797 nuts per hectare followed by Andhra Pradesh (13,811 nuts or 2.039 tonnes of copra). We should be able to raise the productivity level to yield atleast one tonne of coconut oil from half of the nuts produced per hectare, while the other half could be used for different products.
Productivity improvement will also need strong research efforts to develop high yielding varieties/hybrid, with large nut size and resistant to major pest and diseases. At the same time, a systematic approach would require to be adopted for uprooting senile and diseased palms in a phased manner through incentive of compensation and better planting material supplied to the farmers.
Profitability of coconut farming would be determined by the intensity of the land use available in the gardens. Coconut based farming system promotes functional diversity and maximum positive interaction between components. The system offers both economical and ecological advantages through maximum utilisation of organic wastes and their efficient conversion into valuable manure. Moreover, the coconut based farming system will permit crop diversification so as not to be too dependent on a single crop.
Cost reduction is another important factor which govern the competitiveness of coconut products. Bringing down the cost of production needs urgent consideration if coconut products are to become remunerative. The high cost of production is attributed to higher cost of fertilizers, processing, transport/marketing. The cost of production of other oils including palm oil is comparatively lower. Coconut producing countries would have to take these facts into account while trying to make the crop globally competitive.
In view of major threat being posed by other vegetable oils it would be appropriate to seriously consider reducing dependence on coconut oil as an edible oil. This calls for intensified efforts towards diversification for developing different products including oleochemicals also called cocochemicals, which are more profitable. One unit of coconut oil gives out 0.93 unit of various products, and the resultant products sell at much higher price. Estimates have shown that an addition of 600 US $ per ton of coconut oil exported can be earned by way of value addition. This additional income is presently generated by the importing countries. However, the percentage of total produce used for these products is not very large and therefore, supplied to the world market are not showing increasing trends. In this aspect, India has to cover a lot of ground in improving its product development and industrial base and make a significant contribution to the world market.
The threats to the coconut industry are staring at the coconut growers and the countries to which they belong. Avenues are available to reduce the impact of these threats to make coconut farming a competitive industry in the coming years. What is required is a strong political will supported by major R & D efforts with a more open and strong global coordination to ensure a bright future for the coconut industry.
